
Способы изготовления буровых шнеков
Мотобур это оборудование которое сверлит грунт методом шнекового бурения. Для того чтобы поднять грунт на поверхность из отверстия на буровом инструменте установлен шнек, которые многие из школьного курса физики знают, как Архимедов винт. Это одно из изобретений великого грека, которое сейчас используется с давних времен во многих отраслях для перемещения сыпучих продуктов. Простота использования делает спирали очень распространенными для применения. Но оборудование для изготовления спиралей достаточно специфическое и дорогое.
Существуют два основных метода изготовления спиральных шнеков.
Метод прессования сегментных спиралей.
Относительно простой метод изготовления шнековых спиралей. На установке лазерной резки сначала вырезаются заготовки с необходимым внутренним и внешним диаметром, далее изгибают заготовки с помощью гидравлического пресса оснащенного специальными матрицами, которые формирую профиль сегмента. Ограничений по размеру спиралей почти нет, поэтому этот метод, как правило используют для изготовления шнековых буров большого диаметра. Такие шнеки используют на тяжелом буровом оборудовании, для бурения тяжелого грунта на большую глубину, например при строительстве мостов.
После изготовления сегментов их одевают на трубу и сваривают между собой. Процесс производства из сегментных спиралей достаточно долгий и занимает больше времени, чем производство из непрерывной спирали.
Изготовление секционных спиралей бурового шнека
Метод холодной прокатки
Этот метод используется для изготовления спиралей диаметром до 600 мм. Именно этот метод используется для производства спиралей для изготовления шнеков ручных мотобуров. Основное достоинство метода в том, что на выходе из станка получается непрерывная спираль, которую очень удобно и быстро наваривать на трубу шнекового бура. Для сварки используют сварочные полуавтоматы TIG.
Еще один важный плюс метода холодной прокатки, что непрерывная спираль по весу легче сегментной спирали т. к. при прокатывании через станок стального штрипса ( заготовки из металлической полосы ), его толщина уменьшается от одного края к другому. Например при производстве из полосы шириной 50 мм и толщиной 3 мм, получается спираль шириной 100 мм, при этом на одном краю толщина спирали остается 3 мм, на другом краю толщина спирали уменьшается до 1.5 мм.
Также для сборки шнека не нужно сваривать спирали между собой, соответственно скорость производства значительно выше, а себестоимость конечного продукта ниже, чем у шнека сделанного из сегментов.
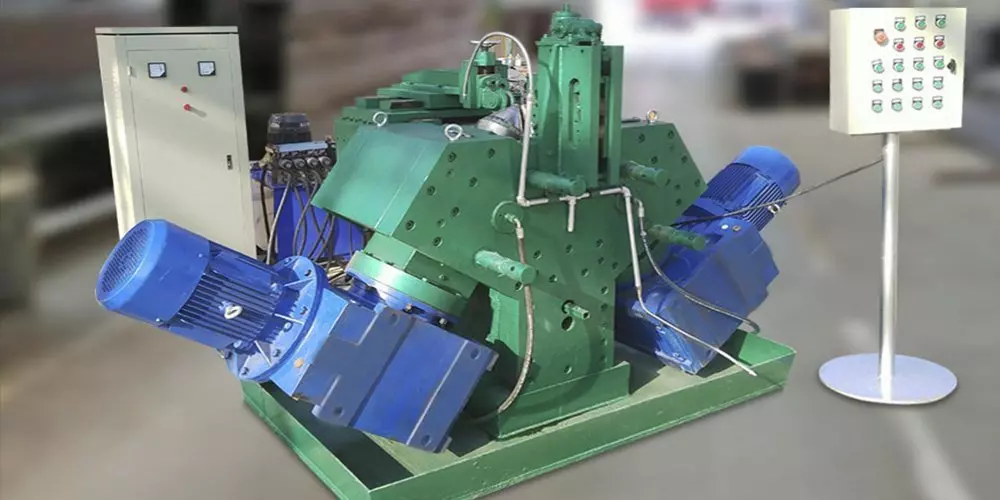
Станок для гибки спиралей представляет из себя гидравлический пресс с вращающимися вальцами, между которыми пропускают металлическую полосу. Сами понимаете такое оборудование имеет огромный вес и потребляет большое количество энергии. Гидравлический привод пресса имеет мощность 10 Квт, а для охлаждения спрессованной полосы используется СОЖ.
Видео изготовления шнеков методом холодной прокатки
В условиях обычной домашней мастерской достаточно проблематично сделать качественные и легкие шнеки для использования на ручных мотобурах. Тем не менее находятся рукастые люди, которых мы очень и очень уважаем за их упорство и смекалку и пытаются своими силами сделать в своем гараже шнековый бур. На видео ниже вы можете увидеть способ изготовления шнека в домашних условиях.
Сообщения не найдены
Написать отзыв